Fonction primaire du gaz de protection
Dans les travaux de soudage à l’arc, la fonction primaire des mélanges de gaz est de protéger le bain de fusion et le joint de soudure contre l’influence négative de l’air environnant. Au contact de l’air, le métal fondu ou chauffé peut s’oxyder et l’azote peut rendre la soudure poreuse ou plus sensible aux fissures. Si le degré d’humidité de l’air environnant est élevé, cela ne fera qu’augmenter les risques. De plus, le gaz de protection aide à créer les circonstances optimales pour l’arc électrique lui-même. La composition du mélange gazeux influence la géométrie et la forme du cordon de soudure, la vitesse de soudure et la vitesse de fonte des éléments d’alliage et la formation d’oxydes sur le cordon de soudure proprement dit.
Par conséquent, les fabricants de gaz de protection suivent principalement les attentes toujours plus élevées des utilisateurs et essayent d’améliorer les prestations du gaz lors du travail avec des matériaux nouveaux et des appareils modernes, avec un intérêt particulier pour le bain de fusion et le joint de soudure. Il est par contre peu connu que le secteur de la recherche s’intéresse de près à la vapeur de soudage et la pollution de l’air. Il existe dès lors actuellement des mélanges de gaz destinés à protéger autant le joint que le soudeur.
Énoncé du problème
Les procédés de soudage à l’arc produisent de la vapeur et des gaz qui polluent l’air environnant. La vapeur de soudage comporte des particules de métal oxydé. Les gaz se forment sous l’effet des températures élevées et du rayonnement UV. C’est la zone située près du joint de soudure qui est propice à la formation d’ozone (O3), de dioxyde d’azote (NO2) et de monoxyde de carbone (CO), tous potentiellement dangereux. Le soudeur peut se protéger contre ces gaz en portant un casque adapté et en prévoyant un dispositif d’extraction de la fumée ainsi qu’une bonne ventilation de l’espace où il travaille.
Mais la stratégie la plus efficace est d’attaquer le problème à la source. Un bon exemple est la réduction de la formation d’ozone. Il est vrai que la plupart des améliorations techniques relatives au soudage (par exemple la réduction de la teneur en CO2 du gaz de protection ou l’utilisation de paramètres de soudage adaptés) entraînent toujours une augmentation des concentrations d’ozone, ce qui n’est pas forcément positif pour le soudeur. On pourrait dire que c’est le prix à payer pour ces améliorations d’ordre technique. Pourtant l’ozone est un gaz particulièrement nocif. Pour référence: la concentration maximale admissible pour l’ozone dans la zone de respiration d’un soudeur se situe plus de cent fois en dessous de celle pour le monoxyde de carbone (CO), qui a pourtant la réputation d’être un gaz très dangereux.
L’ozone: bon ou mauvais?
Comme tout le monde parle depuis des années du trou dans la couche d’ozone, on pourrait être amené à penser que l’ozone est quelque chose de bien. En fait, l’ozone est un gaz présent naturellement dans la stratosphère qui entoure la terre et qui atteint une concentration maximale à une hauteur d’environ 25 km. C’est cette couche qui filtre les rayons UV nocifs du soleil.
Mais la météo nous avertit parfois aussi de l’apparition de concentrations d’ozone élevées dans des grandes villes. Ces concentrations élevées, dues à la combinaison du rayonnement solaire, de l’oxygène et des gaz d’échappement (voitures et industrie), sont dangereuses entre autres pour les personnes qui souffrent d’asthme: elles irritent la gorge et les poumons, dessèchent le tissu pulmonaire et causent des douleurs au niveau de la poitrine. Ce sont ces mêmes symptômes que peuvent présenter les soudeurs.
Vapeurs de soudage visibles
Nous avons acquis un savoir important au sujet des vapeurs de soudage. Elles contiennent de petites particules (oxydées) d’une taille inférieure à un micron (<0,001mm). Le procédé de soudage TIG n’engendre que très peu de vapeur, tandis que le procédé MIG/MAG en engendre beaucoup, surtout quand l’arc est instable ou quand le soudeur utilise des fils fourrés. De plus, outre la quantité, se pose également le problème de la composition de la vapeur. Les éléments les plus nocifs sont le chrome hexavalent (soudage d’acier inoxydable), le cuivre (alliages de cuivre), le fer, le manganèse, le nickel et le zinc (soudage de tôle galvanisée). Le grand avantage est cependant que les vapeurs sont visibles, ce qui permet d’utiliser des équipements de protection appropriés.
Gaz invisibles
Les travaux de soudage à l’arc produisent aussi des gaz invisibles liés aux températures extrêmement élevées de l’arc voltaïque ainsi qu’au rayonnement UV qui émane de l’arc. Ces gaz peuvent être nocifs ou asphyxiants. Il peut s’agir par exemple d’ozone, de monoxyde d’azote (NO), de dioxyde d’azote (NO2) et de monoxyde de carbone (CO).
Le monoxyde de carbone est formé dans l’air environnant sous l’influence de la chaleur de l’arc électrique. Cependant, le gaz formé est instable et s’oxyde spontanément pour se transformer en dioxyde d’azote (NO2). Plus les paramètres de soudage sont élevés, plus la quantité de NO formée sera importante. Pour le procédé MIG/MAG, la quantité de NO formée est maximale quand l’arc est instable et en mode court-circuit (short arc). Les valeurs d’exposition maximale pour le NO sont environ 10 fois plus élevées que pour le NO2. Les deux gaz semblent d’ailleurs être moins polluants que l’ozone. La production de NO2 est clairement plus élevée avec le procédé de soudage MIG/MAG qu’avec le soudage TIG.
Le monoxyde de carbone, un gaz dangereux incolore et inodore, est formé pendant les travaux de soudage lorsque le CO2 qui est présent dans le gaz de protection se décompose. Ici aussi, des paramètres plus élevés entraîneront une formation de CO plus importante. Dans des espaces confinés ou mal aérés, la concentration de CO peut très vite atteindre un niveau critique.
La formation d’ozone pendant le soudage
L’ozone (O3) est un gaz incolore très nocif et qui peut même être toxique en haute concentration. Pendant le soudage à l’arc, l’ozone se forme sous l’influence de la lumière UV haute énergie de l’arc voltaïque. Cela se passe en deux étapes. Tout d’abord, les rayons UV (dans le spectre des longueurs d’onde de 130-240 nm) vont dissocier une molécule d’oxygène en deux atomes libres. Dans l’étape suivante, ceux-ci se lient à d’autres molécules d’oxygène, pour former ainsi l’ozone triatomique. Le rayonnement UV avec une longueur d’onde jusqu’à 175 nm semble très puissant pour dissocier des molécules d’oxygène, mais que les rayons sont ensuite absorbés par l’air environnant après quelques millimètres à peine. Par contre, les longueurs d’onde de plus de 175 nm ont moins d’énergie, mais l’absorption se passe alors moins rapidement. La quantité d’ozone formée est proportionnelle à l’intensité du rayonnement UV et diminue avec l’inverse du carré de la distance jusqu’à l’arc. Les longueurs d’onde de plus de 240 nm ne sont pas suffisamment puissantes pour former de l’ozone, au contraire, elles le dissocient. Notons encore que l’ozone semble instable en présence d’autres composantes. La présence d’autres gaz, de vapeurs de soudage et de particules fines accélère la dissociation de l’ozone en oxygène.
L’ozone dans l’environnement direct du soudeur
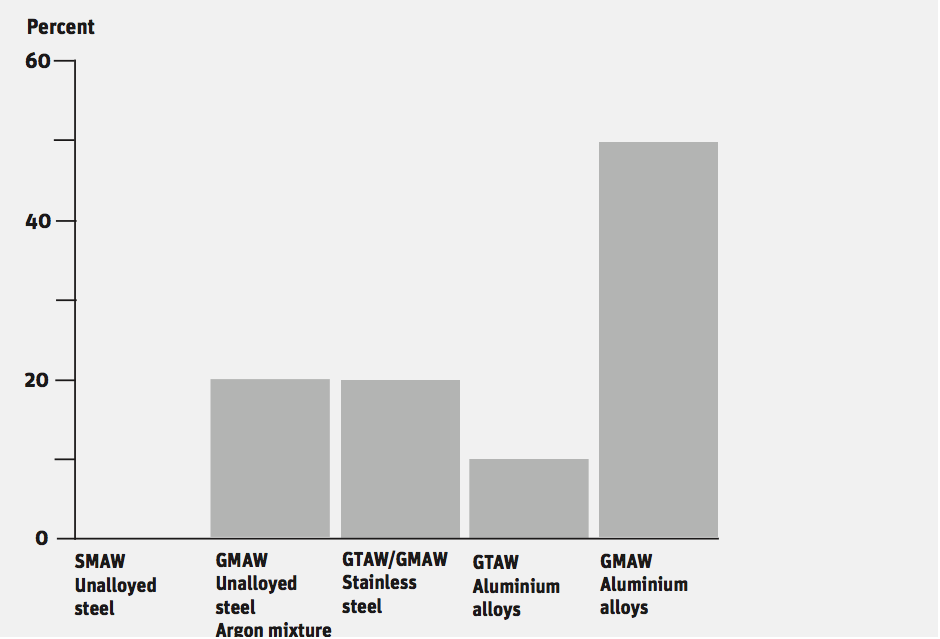
Le soudeur doit être conscient du fait que l’ozone peut être produit à proximité directe de son casque (présence suffisante de rayons UV et d’air environnant). En outre, la concentration d’ozone peut aussi augmenter suite à un déplacement d’air provenant de zones se trouvant plus près de l’arc voltaïque. Des études ont démontré qu’à une distance de 30 cm de l’arc, on ne trouve que de faibles quantités d’ozone. Le soudage MIG d’aluminium constitue cependant une exception, car l’effet des rayons UV est renforcé par les reflets de celui-ci.
L’ozone qui est formé près de l’arc de soudure sera immédiatement enveloppé par le panache de vapeur de soudage qui monte rapidement. Si le soudeur se rapproche du panache, par exemple en penchant la tête ou à cause d’un déplacement d’air soudain, les concentrations d’ozone peuvent dépasser les limites admissibles. Ce problème peut se présenter même pour le soudage TIG.
L’intensité du rayonnement UV dépend aussi en grande partie de la présence de certains composants dans l’arc de soudage. Le soudage MIG de l’aluminium avec un matériau d’apport AlSi en constitue un bel exemple. Le silicium (Si) présent dans l’arc agit sur l’intensité du rayonnement UV, ce qui résultera en une production d’ozone considérablement plus importante que celle lors du soudage d’aluminium pur dans des circonstances comparables. D’autres facteurs qui renforcent le rayonnement UV sont l’augmentation du courant de soudage et de la longueur d’arc (tension de l’arc), et qui entraînent par conséquent une production d’ozone plus élevée.
Freiner la production d’ozone
En fait, la quantité d’ozone présente dépend de la quantité d’ozone formée initialement et de la quantité d’ozone décomposée en oxygène dans le panache de vapeurs de soudage. La décomposition peut se passer de trois façons différentes:
1. décomposition thermique à proximité de l’arc de soudage, lorsque la température dépasse les 500°C;
2. réduction chimique où les particules présentes dans la vapeur servent de catalyseur;
3. réduction chimique avec d’autres gaz dans le panache de vapeurs de soudage.
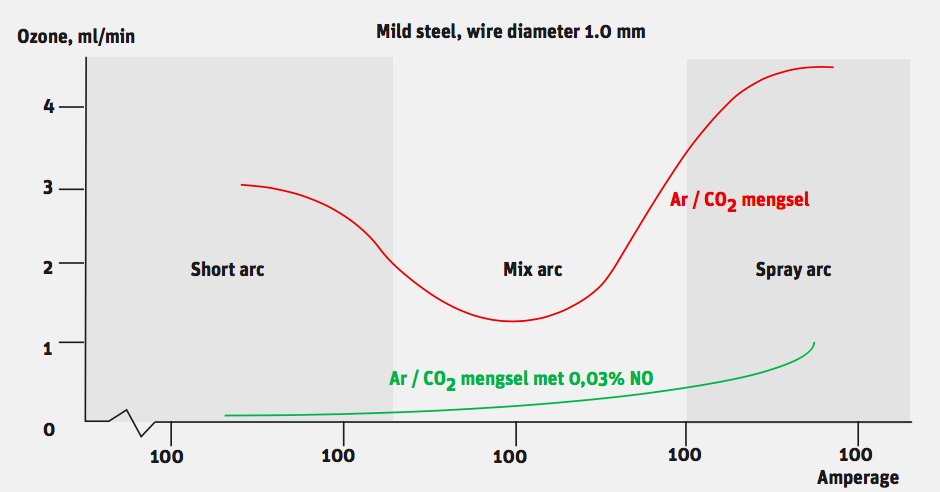
En 1976, un brevet a été accordé pour une méthode destinée à diminuer la production d’ozone à l’aide d’une réaction chimique avec d’autres gaz. L’ajout du monoxyde d’azote (NO) au gaz de protection semble être une méthode particulièrement efficace. En quantité appropriée, le monoxyde d’azote transforme l’ozone en oxygène et génère du dioxyde d’azote en tant que sous-produit. Des études indiquent que l’ajout d’hélium (He) au gaz de protection limite le rayonnement UV et par conséquent aussi la production d’ozone. Cependant, cela n’est utile que pour le soudage TIG, car la présence de vapeurs métalliques dans l’arc voltaïque y est plutôt réduite.
Conclusion
Les fabricants de gaz de soudage proposent aujourd’hui de nombreux mélanges gazeux qui présentent non seulement des avantages sur le plan technique, mais aussi un effet positif sur la formation de gaz nocifs, comme l’ozone, dans l’environnement immédiat du soudeur. Il vaut certainement la peine d’essayer quelques-uns de ces mélanges en faisant attention notamment à leur valeur ajoutée pour les aspects de santé. Nous tenons cependant à souligner que l’extraction de la fumée ainsi que la ventilation restent indispensables. Même si les gaz de protection peuvent aider à diminuer la formation de certains gaz dangereux, ils n’empêchent pas pour autant l’émergence d’autres gaz nocifs suite à la présence d’un apprêt, d’huile ou de peinture. Lors de travaux de soudage, la vapeur libérée contient aussi toujours beaucoup de particules de fumée.
Pour la plupart des combinaisons de processus ou de matériaux, les concentrations d’ozone dans la zone de respiration du soudeur sont plutôt basses, sauf quand il s’agit de soudage MIG d’aluminium et spécialement d’AlSi. Dans ce cas, il faut faire spécialement attention à la ventilation et à l’extraction de fumée. Si possible, par exemple dans le cas de processus automatisés, il peut être très efficace d’installer un écran contre le rayonnement UV directement à la source car cela permet de réduire considérablement la formation d’ozone dans la zone de respiration du soudeur.
N’oubliez pas qu’il suffit d’appeler votre fournisseur de gaz pour avoir plus de conseils. Il se fera un plaisir de vous aider à choisir vos gaz de soudage en tenant compte de vos besoins spécifiques. On pourrait penser que les mélanges de gaz ne sont pas plus qu’un phénomène de mode, mais ils offrent bel et bien une valeur ajoutée, non seulement sur le plan technique, mais aussi en ce qui concerne la sécurité.
Formation d’ozone pendant le soudage MAG d’acier (fil massif – dia. 1,0m)